登录
注册登录查看VIP价
GYE40-XL-KRR-B#EN INA 轴承
数量: 80套 起订量1套
产地:
包装:
货仓:S03375
货物所在地:华南
正品保证,统一开具增值税发票!
温馨提示:现货当天发运,于16:30之后付款的订单,请与客服具体联系发货时间
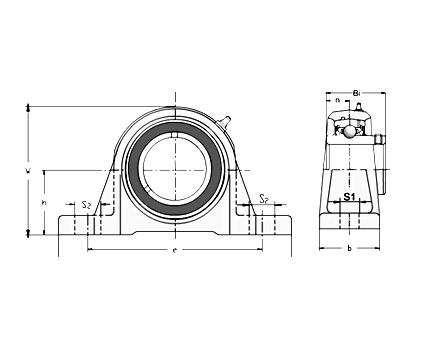
| 单元 | 轴承座 | 外球面球轴承 | 质量 m ≈kg | d | H | J | L | A | A1 | H1 | H2 | N | N1 | B | B1 | S1 | Q | d3 max. | 动载荷 Cr N | 静载荷 Cor N | 端盖2) |
| RASEY40-N | GG.ASE/AK08-N | GYE40-KRR-B | 1.84 | 40 | 49.2 | 138 | 179 | 48 | 30 | 19 | 99 | 14 | 26 | 49.2 | - | 30.2 | Rp1/8 | - | 32500 | 19800 | KASK08 |
INA轴承座单元有多种不同设计:立式、法兰式和悬挂式。
这些单元是即装即用的,包括铸铁或冲压钢轴承座和安装在里面的外球面球轴承。为确保功能和各种运行条件下的可靠性,轴承和轴承座是相互匹配的。
由于轴承外圈的球形表面和座孔采用球面结构,轴承座单元能够补偿轴的静态角度不对中,请见第1228页,补偿不对中。
这些单元主要用以作为定位轴承,但在低速、轻载时也适用于浮动轴承。
轴承座通过螺栓安装在相邻结构上。螺栓安装表面可以采用严格度较低的公差,请见第1230页,相邻结构设计。
铸铁轴承座
铸铁轴承座是承载能力很高的整体单元,请见第1229页,轴承座的承载能力。
对于外球面球轴承的再润滑,轴承座孔上有一周向油槽,轴承座上带有一润滑孔,适用于安装符合标准DIN 71412的传统锥形润滑油嘴。供货时,轴承座上的润滑油孔用塑料盖封闭。铸铁轴承座单元有立式和法兰式设计。
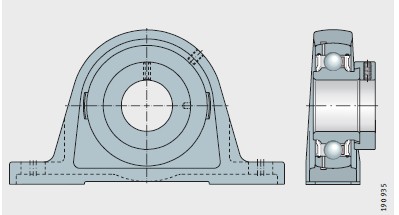
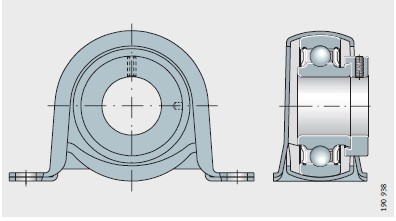
立式轴承座
立式轴承座有带长底座和带短底座的形式,图1。
带长底座的轴承座依靠插槽由螺栓安装到相邻结构上,带短底座的轴承座通过螺纹盲孔安装。
|
PASE 图1 立式轴承座单元,铸铁轴承座,长底座设计 |
 |
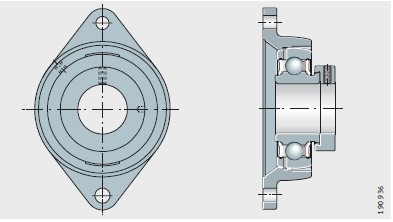
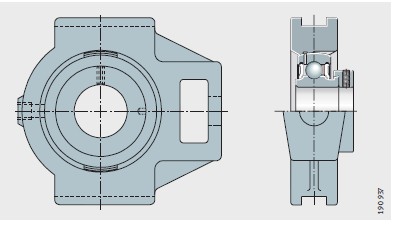
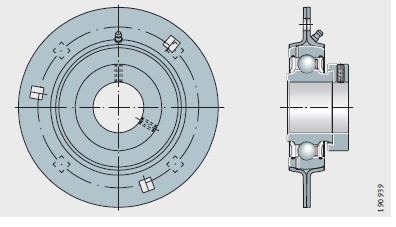
法兰式轴承座单元
法兰式轴承座单元有两螺栓、三螺栓和四螺栓设计,图2。
轴承座的形状分为椭圆形、三角形、正方形和圆形。轴承座的通孔起到定位作用。一些系列还带有定心凸台。定心凸台安装在机械结构中的凹槽中。它增强了轴承座的同心对中性并且降低了固定螺栓承受的径向力。
|
PCJT 图2 法兰式的轴承座–铸铁轴承座 |
 |
悬挂式轴承座单元
悬挂式轴承座单元可用于平移或旋转的装置,图3。
它们用于轴必须能够长位移运动的场合。
|
PTUE 图3 悬挂式轴承座单元,铸铁轴承座 |
 |
轴承座材料
用于铸铁轴承座的材料是牌号EN-GJL-200/250的灰铸铁,符合标准DINEN1561。轴承座材料也有牌号是EN-GJS-400/500的球墨铸铁,符合标准DIN EN 563。
轴承端盖
为了保护旋转轴的外露端,后缀为N的铸铁带座轴承单元可以安装轴承端盖。
耐腐蚀轴承座单元
耐腐蚀的轴承座单元有立式和法兰式。轴承座和外球面球轴承采用Corrotect®涂层,后缀为FA125。
这种轴承单元用于存在潮气、污水、盐雾、弱碱或弱酸性清洁剂的工况。
用于高、低温的轴承座单元
轴承座单元有立式和法兰式。其轴承座与前面介绍的铸铁轴承座一致。用于高温工况的轴承后缀为FA164,包括一个按符合标准DIN 71412用螺丝固定在轴承座上的锥形润滑油嘴。
应用于高温工况的轴承后缀为FA164;宽工作温度范围的轴承后缀为FA101,请见第1222页,表,和第1178页,表。
轴承座单元冲压钢轴承座
冲压钢轴承座是由上下两个冲压件组成,某些型号表面有Corrotect®涂层。GRA和GRRY系列的轴承可以通过油孔进行再润滑。轴承座单元有立式和法兰式,图4和图5。
冲压钢板轴承座单元适于中等载荷和轻载结构。
立式轴承座单元和法兰式轴承座单元带橡胶内衬
除普通的立式和法兰式轴承座单元之外,还提供一种轴承外圈带有橡胶内衬的轴承单元。橡胶内衬能够吸收冲击和振动从而减小运转噪声。
|
PB 图4 立式轴承座单元,冲压钢轴承座 |
 |
|
GRA 图5 法兰式轴承座单元,冲压钢轴承座 |
 |
耐腐蚀轴承座单元
两片法兰式带座外球面球轴承单元后缀为VA,并且可以供应带再润滑功能的产品。
这种轴承单元用于存在潮气、污水、盐雾、弱碱或弱酸性清洁剂的场合。
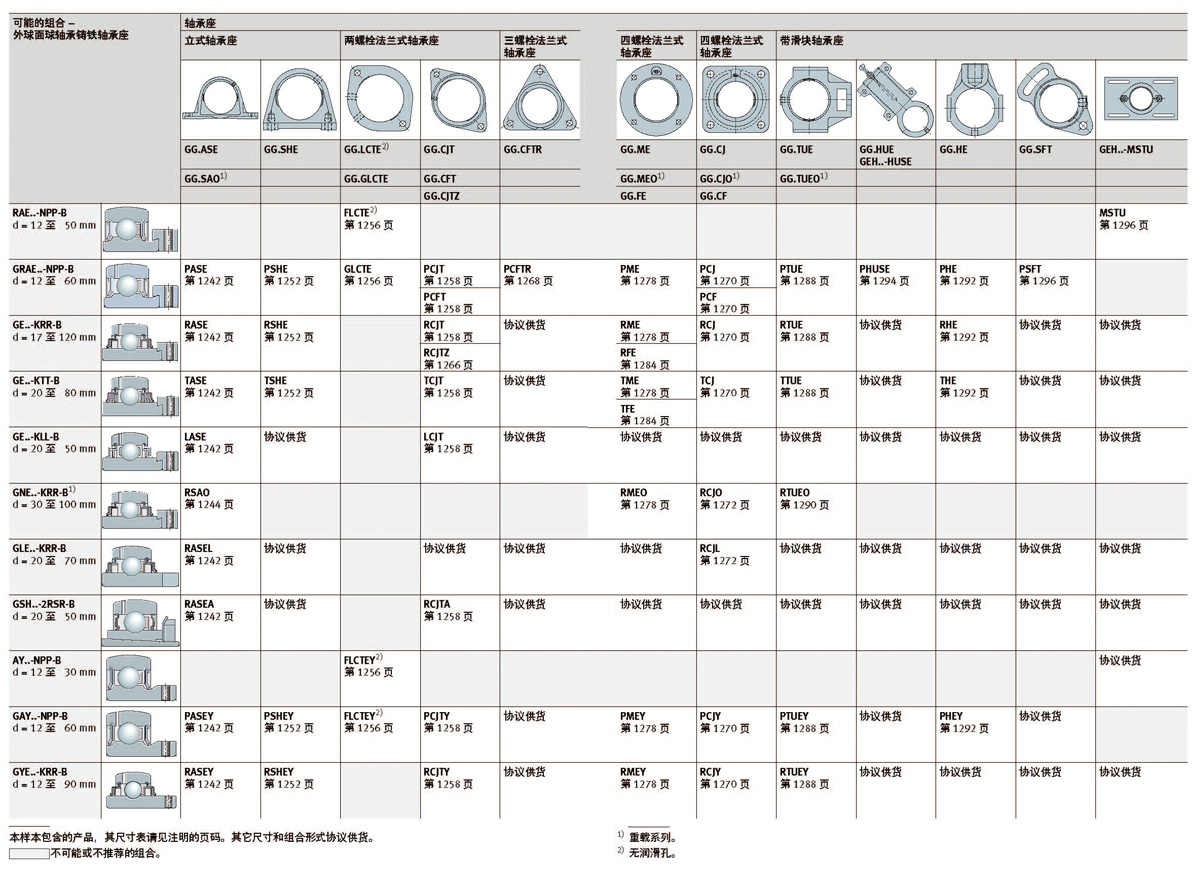
外球面球轴承与轴承座可能的组合
外球面球轴承同铸铁轴承座、冲压钢轴承座可能的组合,请见第1224页,表和第1226页,表。
其它产品
除了样本中列出的带座外球面球轴承单元,还提供有特殊用途的带座外球面球轴承单元。包括:
■耐腐蚀法兰式轴承座单元,轴承座为两半式
–由一个聚丙烯法兰式元件与一个耐腐蚀合金钢法兰式元件的组合
■外球面球轴承与塑料轴承座组合单元,其中带座外球面球轴承由耐腐蚀钢制造或是采用Corrotect®涂层的轴承
■其它带特殊润滑脂、密封和英制尺寸的设计请见样本
TPI127–《英制外球面球轴承和轴承座单元》。如有需要请与我们联系。
后缀
现有轴承座单元后缀:请见下表。
现有设计
|
后缀 |
说明 |
设计 |
|
2C |
两端带防尘盖的外球面球轴承 |
标准 |
|
FA101 |
耐高、低温的设计,工作温度范围-40℃至+180℃ |
|
|
FA106 |
轴承经特殊矂音测试 |
|
|
FA107 |
轴承固定端带润滑油孔 |
|
|
FA125 |
具有Corrotect®涂层 |
|
|
FA164 |
耐高温设计,最高工作温度+250℃ |
|
|
N |
带端盖安装凹槽的铸铁轴承座 |
|
|
OSE |
无定位元件的轴承 |
|
|
JIS |
轴承座尺寸符合标准JISB1559 |
|

设计与安全指南
NA的外球面球轴承与轴承座相配,作为一个轴承单元,用它们做轴承布置特别坚固耐用并且经济。
补偿不对中
带球面外圈和内球面轴承座孔的轴承单元可以补偿轴的静态不对中,图6:
■如果进行再润滑,最大补偿量为±2.5°
■如果不进行再润滑,最大补偿量为±5°。
此部件不能用于支撑摆动或翻转运动。
| 图6 轴的静态不对中补偿 | 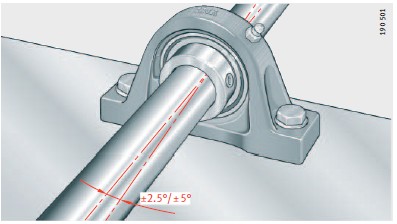 |
轴承座的承载能力
由于它们具有多种功能的特性,INA的轴承座单元可以应用于几乎所有的工业领域。
如果轴承布置用于一旦出现故障就会对人身造成危害或突然停机会导致设备的重大破坏的场合,在设计前务必请向我们咨询。
铸铁轴承座径向承载能力
铸铁轴承座能与相配的外球面球轴承承受相同的径向载荷。
外球面球轴承的静载荷承载能力C0r如尺寸表所示。
对于冲击载荷,应采用合适的安全系数。在这种情况下,请与我们联系。
对于TUE和TUEO,其最大径向拉伸载荷仅为0.25×C0r(对于更高的载荷,协议供货)。
轴向承载能力
铸铁轴承座轴向承载能力不超过0.50×C0r。
冲压钢轴承座径向承载能力
冲压钢轴承座适用于中载。
冲压钢轴承座许用的径向承载能力C0r G如尺寸表中所示。
轴向承载能力
冲压钢轴承座的轴向许用承载能力,详见下表。
轴向许用承载能力
|
冲压钢轴承座单元 |
许用轴向承载能力1) |
|
MSTU |
0.20×C0r G |
|
PHUSE |
0.25×C0r G |
|
PB、PBY、RPB |
0.33×C0r G |
|
PBS |
0.20×C0r G |
|
RALTR、RATR、RATRY、RRTR |
0.50×C0r G |
|
PCSLT、RAT、RATY、RALT |
0.50×C0r G |
|
RCSMF |
0.33×C0r G |
|
RA、RAY、GRA、RRY、GRRY |
0.50×C0r G |
|
—— 1)冲压钢轴承座的许用径向承载能力C0r G请见尺寸表。 |
|
外球面球轴承的承载能力和极限转速
轴承座单元设计时,必须注意相配合的外球面球轴承的承载能力和极限转速:
■轴向承载能力,请见第1181页
■极限转速,请见第1182页
■尺寸表,请见第1242页。
相邻结构设计
轴允许的公差取决于转速,载荷和相配合的外球面球轴承。
轴的公差带可选用h6到h9。传统的拉伸轴设计可以满足大部分应用。
螺栓安装面
螺栓安装面的推荐参数:
■螺栓安装面的表面粗糙度最大值Ra12.5(Rz63)
■几何公差0.04/100凹面,凸面不允许出现。
固定螺栓
螺栓连接应依照VDI2230进行设计;摩擦系数μ=0.14。
选用8.8级或等级更高的螺栓。应按照DIN EN ISO 4762选用六角头螺栓来安装。为了可靠固定,这种螺栓至少需与一个符合DIN EN ISO 7089/7090的垫圈或另加一个符合DIN 128的锁紧垫圈或一个符合DIN 6796的锥形弹性垫圈一起使用。
六角头螺栓不在供货范围内。
轴承端盖
轴的端面可以用苯乙烯–丙烯腈共聚物(SAN)制成的端盖盖住,请见表和图7。这种端盖适用温度范围为–20℃到+80℃。它避免轴在旋转中受到损伤同时防止轴承受到污染。
关于端盖的定位,带有后缀N的轴承座在侧面有个圆环型的槽作为定位槽。关于端盖的安装请见第1238页。
可提供的轴承端盖系列如下面尺寸表所示。
轴承端盖是轴承附件,必须单独定购。
端盖
|
轴承端盖 |
尺寸 |
|||
|
订货代号 |
d |
D |
L |
E |
|
|
|
|
|
max. |
|
KASK04 |
20 |
48 |
36 |
30 |
|
KASK05 |
25 |
54 |
38 |
30 |
|
KASK06 |
30 |
63 |
44 |
35 |
|
KASK07 |
35 |
73 |
47 |
39 |
|
KASK08 |
40 |
82 |
51 |
42 |
|
KASK10 |
50 |
92 |
56 |
46 |
|
KASK12 |
60 |
112 |
65 |
55 |
| 图7 带有端盖的带座外球面球轴承单元 |  |
安装和拆卸
在安装前和安装过程中要格外小心。它们能无故障地工作也取决于仔细正确的安装。
交货状态
轴承座涂有灰色底漆(≈RAL7016)。
外球面球轴承为脂润滑;关于润滑脂的使用,请见特殊轴承的特性部分,第1178页。
存储和存储周期
这种轴承单元的储存条件:
■干燥、清洁的房间,温度尽可能恒定
■最大相对湿度65%。
外球面球轴承的存储期限受润滑脂的存储寿命的限制,请见润滑部分第76页,润滑。
打开包装
汗水会引起腐蚀。手保持干净并干燥。
在要安装时才能拆去轴承的原包装。
安装指南
如果铸铁轴承座和轴承不是由INA提供的即装即用的轴承单元而是客户自己组合的,应遵循下面的准则:
■如果配合过松,润滑脂会从轴承座和轴承中泄漏,再润滑时润滑脂也不能充分润滑轴承
■如果配合过紧,轴承外圈无法与轴承座孔很好的对中。
装配轴承的区域要尽可能的干燥和清洁。
首先用螺栓把轴承座安装到相邻结构上,再把内圈安装在轴上。
依照安装顺序安装好后,轴承会与轴自动对中,没有丝毫应力产生。
备好安装工具和固定螺栓。
清洁轴并去除轴上的毛刺。
检查轴上的安装表面。
保证轴上安装表面清洁,干燥并且无润滑脂。
必须按照规定的公差。
安装力不能直接作用于滚动体上。
不能直接敲击轴承套圈和密封圈。
带涂层部件的安装
安装前,应检查镀有涂层Corrotect®的产品与介质的兼容性。
公差随着涂层的厚度而增加。
为了减小安装的压入力,可在零件表面涂少许润滑脂或安装膏。
铸铁轴承座单元
立式和法兰式带座外球
面球轴承单元的安装
把带座外球面球轴承单元推到轴上并根据相邻结构上的螺栓安装孔进行定位,图8。
| 图8 将轴承单元推到轴上 | 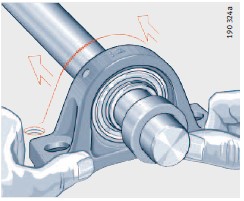 |
用固定螺栓将轴承座安装在相邻结构上,图9。
如果轴是由多个带座外球面球轴承单元支撑,首先用手拧紧螺栓,与轴的中心对准后再拧紧这些螺栓。
| 图9 螺栓安装用手拧紧 | 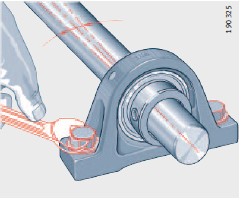 |
将偏心套滑动到轴承内圈的端面上,并用手旋转,最好沿着轴旋转的方向旋转,图10。
使用冲头和榔头用力敲击偏心套一两下,使其锁紧,图10。
| 图10 紧固偏心套 |  |
对于通过偏心套定位的,使用扭矩扳手拧紧顶丝,图11。
对于通过内圈上的顶丝定位的,使用扭矩扳手拧紧两个顶丝。
力矩大小遵照表中给出的拧紧力矩MA。
英制顶丝的拧紧力矩请见TPI 127,英制外球面球轴承/带座外球面球轴承单元。
| 图11 拧紧偏心套或内圈上的顶丝 | 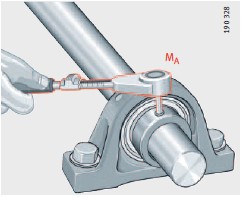 |
拆卸
对于带偏心套的轴承,松开顶丝并沿与轴旋转方向相反的方向旋转偏心套。
对于内圈带顶丝的轴承,松开两个顶丝。
松开轴承座。
公制顶丝的拧紧力矩
|
沉头孔宽度 |
螺纹 |
拧紧力矩1) |
|
A/F |
|
Ma |
|
mm |
|
Nm |
|
2.5 |
M5 |
3.6 |
|
3 |
M6×0.75 |
6 |
|
4 |
M8×1 |
14 |
|
5 |
M10×1.25 |
26 |
|
6 |
M12、M12×1.252) |
42 |
|
|
||
|
1)拧紧力矩仅对INA的顶丝有效。 |
||
|
2)GYE90-KRR-B。 |
||
铸铁轴承座单元的安装
带整体式紧定套的外球面球轴承
轴上的安装面和紧定套的外表面必须干燥并且无润滑脂。
把带座外球面球轴承单元推到轴上并按照相邻结构上的螺栓安装孔定位,图12。
| 图12 将轴承单元推到轴上 | 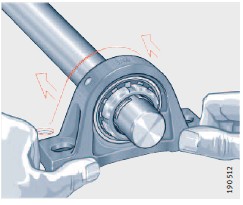 |
用固定螺栓将轴承座安装在相邻结构上,图13。
如果轴是由多个带座外球面球轴承单元支撑,首先用手拧紧螺栓,与轴的中心对准后再拧紧这些螺栓。
| 图13 螺栓安装用手拧紧 |  |
使用勾形扳手拧紧锁紧螺母2扳手的类型是A型符合标准DIN 1810;紧定套必须用另一个勾形扳手固定,图14。
关于锁紧和把持扳手,请见下表。
不能超过下表给出的最大拧紧力矩MA否则轴承的工作游隙会过小。推动并旋转锁紧螺母会使轴承小距离轴向移动。
| 图14 紧固锁紧螺母 | 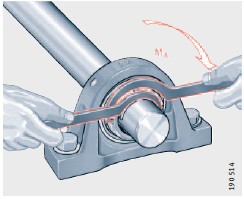 |
勾形扳手和拧紧力矩
|
轴径 |
勾形扳手,A型,符合DIN 1810 |
拧紧力矩 |
||
|
|
|
锁紧螺母 |
||
|
d |
用于拧紧锁紧螺母 |
用于固定紧定套 |
MAmin |
MAmax |
|
mm |
|
|
Nm |
Nm |
|
20 |
A30-32(HN4) |
A25-28(HN2) |
13 |
17 |
|
25 |
A40-42(HN5) |
A30-32(HN3) |
22 |
28 |
|
30 |
A45-50(HN6) |
A34-36(HN4) |
33 |
40 |
|
35 |
A52-55(HN7) |
A40-42(HN5) |
47 |
56 |
|
40 |
A58-62(HN8) |
A45-50(HN6) |
70 |
80 |
|
50 |
A68-75(HN10) |
A52-55(HN7) |
90 |
105 |
将止动垫圈上的舌片压弯到锁紧螺母的凹槽内防止螺帽松动,图15。
确保在折弯舌片时不会损坏轴承的密封圈。
| 图15 紧固锁紧螺母 | 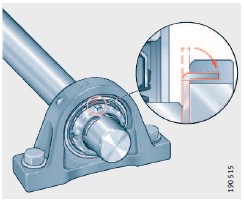 |
拆卸
扳直止动垫圈上的舌片并松开锁紧螺母。在锁紧螺母前放置缓冲盖并用榔头敲松紧定套后取下。松开轴承座。
轴承端盖的安装
轴承端盖的说明:请见第1231页,轴承端盖。
只有在轴静止时才可安装或拆卸轴承端盖。如果轴转动时进行安装和拆卸,就有很高的受伤风险。
将轴承端盖的定位片放在定位槽中,注意INA标志的位置,图16。
| 图16 端盖的安置 |  |
沿顺时针方向旋转端盖90°,注意INA标志的位置,图17。
确保已将轴承端盖正确安装在轴承座内。
| 图17 将轴承端盖固定在指定位置 | 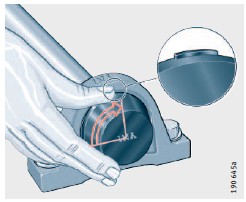 |
拆卸
逆时针旋转松开轴承端盖(90°),注意INA标志的位置,图18。
| 图18 取下端盖 | 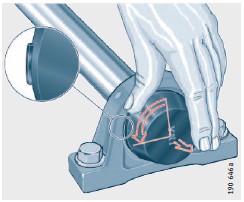 |
带偏心套和内圈上有顶丝的冲压钢轴承座单元
外球面球轴承单元的安装
对于两半式轴承座,应先将轴承座和外球面球轴承安装在一起。
把带座外球面球轴承单元推到轴上并对准相邻结构上的螺栓安装孔,图19。
| 图19 将轴承单元推到轴上 |  |
用固定螺栓将轴承座安装在相邻结构上,图20。
如果轴是由多个带座外球面球轴承单元支撑,首先用手拧紧螺栓,等轴的中心对准后再拧紧这些螺栓。
| 图20 螺栓安装,用手拧紧 |  |
将偏心套滑动到轴承内圈的配合上,并用手旋转,最好沿着轴旋转的方向旋转锁圈。
使用冲头和榔头用力敲击偏心套一两下,使其锁紧,图21。
| 图21 紧固偏心套 |  |
对于通过偏心套定位的,使用扭矩扳手拧紧顶丝,图22。
对于通过内圈上的顶丝定位的,使用扭矩扳手拧紧两个顶丝。
拧紧力矩MA的大小按照表格,第1234页。
| 图22 拧紧偏心套或内圈上的顶丝 | 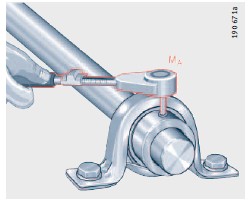 |
拆卸
对于带偏心套的轴承,松开顶丝并沿与轴旋转方向相反的方向旋转锁圈。
对于内圈带顶丝的轴承,松开两个顶丝。
松开轴承座。
精度
铸铁和冲压钢轴承座完全符合DIN 626-2和ISO 3228中有关规定,范围包括全部所提到的产品。
后缀为-JIS铸铁轴承座系列是按照“日本工业标准”JIS B 1559设计的。
相配合的外球面球轴承的精度:请见第1183页。
铸铁轴承座
机加工铸铁轴承座表面的尺寸公差为±0.25mm。
未进行机加工的表面尺寸公差与机加工的一样,其表面符合GTB 14 DIN 1680-2。
对于JIS的设计,其尺寸公差符合ISO 8062/CT10。
冲压钢轴承座
冲压钢轴承座的尺寸公差符合DIN 6930标准。
如果用方形孔给冲压钢轴承座定位,推荐用颈部为方形的蘑菇头螺栓(DIN 603)或者颈部为短方形的螺栓(DIN 11015)。